��ѯ���ߣ�13906170262
�������������������豸��
��ϵ�ˣ��ܾ���
�� �� ��13906170262
�� �� ��0510-83234725
�� �� ��0510-83236482
�� ַ ��www.wxshhg.com
�� ַ ������ʡ�����л�ɽ��Ǯ������������ó�ֿⶫ��
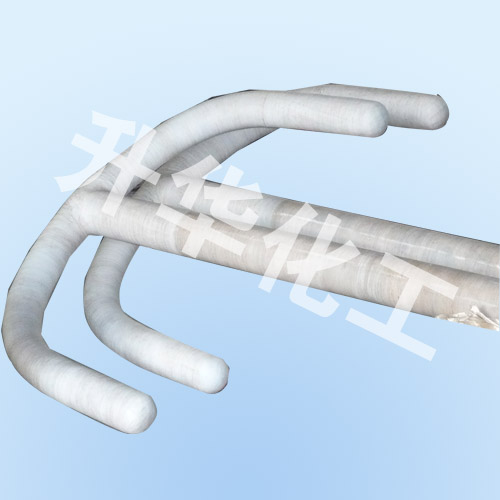
�ֳ��ķ��ܵ����ҷ����ֳ��ķ��ܵ�����Ҫ��
��Դ��[seo:selfurl]
����ʱ�䣺2024-03-13
Ϊ��֤�ֳ��ķ��ܵ�����ﵽ����״̬��������ϸ�´�ĥ�ɶ۽ǣ��γ�Բ�����ɣ����Ӳ�λ������ë�̺��������
1����������Կ���ʱ���Ͻ����˻���ĸ�ġ�ʩ���������Ͻ��ڻ���ĸ����������
2���ڽǺ����Բ�Dz�λ�����Dz�λ���亸�Ǹ߶�Ӧ����5mm��һ������Ӧ���ڻ����3mm,�ڽ�Ӧ���ڻ����10mm��
3���ڶԸֳ��ķ��ܵ��Ŀ�����к���ʱ������˫��Ժ��ĺ��ӷ��������Ҫ�����ǹ��˵ļ���ˮƽ������Ҫƽ����ĥƽ��Բ�����ɣ��������ס����A�ͼ��������Һ���ĸ߶Ȳ��ô���2mm���ں�����ɺ�Ҫ������Ӵ����ķɽ��
4���ֳ��ķ��ܵ��ں��ӵ�ʱ����������������Һ��첻�ó����ѷ������ҧ�ߵ������
��Ҫע����ǣ��ڸֳ��ķ��ܵ��ⲿ��ת�Ǻͽӹܲ�λ�Ǻ����Ѷȸߵģ��˲�λҪӦ������֤����Ҫ����
1����������Կ���ʱ���Ͻ����˻���ĸ�ġ�ʩ���������Ͻ��ڻ���ĸ����������
2���ڽǺ����Բ�Dz�λ�����Dz�λ���亸�Ǹ߶�Ӧ����5mm��һ������Ӧ���ڻ����3mm,�ڽ�Ӧ���ڻ����10mm��
3���ڶԸֳ��ķ��ܵ��Ŀ�����к���ʱ������˫��Ժ��ĺ��ӷ��������Ҫ�����ǹ��˵ļ���ˮƽ������Ҫƽ����ĥƽ��Բ�����ɣ��������ס����A�ͼ��������Һ���ĸ߶Ȳ��ô���2mm���ں�����ɺ�Ҫ������Ӵ����ķɽ��
4���ֳ��ķ��ܵ��ں��ӵ�ʱ����������������Һ��첻�ó����ѷ������ҧ�ߵ������
��Ҫע����ǣ��ڸֳ��ķ��ܵ��ⲿ��ת�Ǻͽӹܲ�λ�Ǻ����Ѷȸߵģ��˲�λҪӦ������֤����Ҫ����
��һ�����ķ��豸��Ϳ������η���
��һ������μ��ֳ��ķ��ܵ��Ƿ�ϸ��أ�
��ر�ǩ���������
- 2025-03-20�� ��ʽ�����ķ��ڲ�ͬ��ҵ��Ӧ��
- 2025-03-20�� ��ʽ�����ķ��Ĺ���������
- 2025-03-20�� ��ʽ�����ķ����������ܵĴ����豸
- 2024-12-13�� �Ľ��ܵ���ʱ��ע�������
- 2024-12-13�� �ֳ��ķ����С֪ʶ
- 2024-09-11�� Ӱ��ֳ��ķ����۸������